引言:零部件涂装”不是把车身漆拿过来就能用”
汽车涂装的“车身涂装”(OEM——PPG/BASF/Axalta的4C3B/3C1B/紧凑工艺)
和“零部件涂装”
——是两条几乎“平行但不相交”
的技术路线——(1)车身的钢基材(冷轧板——统一的——前处理(磷化/硅烷)——电泳(KTL——>25μm——160-180°C/20min)——中涂+面漆+清漆”标准四层”每辆车身——几乎相同的”工艺菜单”);(2)零部件——材料不同(铸铁刹车盘/弹簧钢/铝/铜散热器)——工作环境极端(>600°C——耐汽油——>10⁷次疲劳——导热)——零部件的涂料不能是”车身漆”的直接复用——需要根据”三个关键条件”定制”基材+工作环境+失效模式”
。汽车零部件涂料”一类零部件一个专门配方——不是万能涂料”其技术壁垒(Know-how)可能高于车身漆——因为”涉及领域广”(从摩擦学——热学——疲劳——耐汽油)>5个学科的交叉。

汽车零部件涂装工艺是针对不同零部件(刹车盘/弹簧/油箱/散热器/排气管)各自的工作极端环境(>600°C/汽油浸泡/10⁷循环疲劳/导热)—通过针对性选型涂料(环氧富锌/环氧粉末/耐汽油PU/水性薄涂/有机硅铝粉)—配合零部件特定的前处理(抛丸/磷化/硅烷)和施工/固化工艺——实现涂层在该零部件上”不降低原功能(制动摩擦/弹簧K值/散热K值)”的同时提供防腐/耐热/耐化学品保护的定制化涂装技术体系。
一、五大零部件涂装选型全景
| 零部件 | 基材 | 工作极端条件 | 推荐涂料 | DFT(μm) | 固化条件 | 失效模式 |
|---|---|---|---|---|---|---|
| 刹车盘 | HT250/灰铸铁 | >500°C刹车/热循环/盐雾 | 环氧富锌底漆+铝粉有机硅面漆 | 40-80 | 180-200°C/20-30min | 涂层磨穿→铸铁锈蚀→制动抖动 |
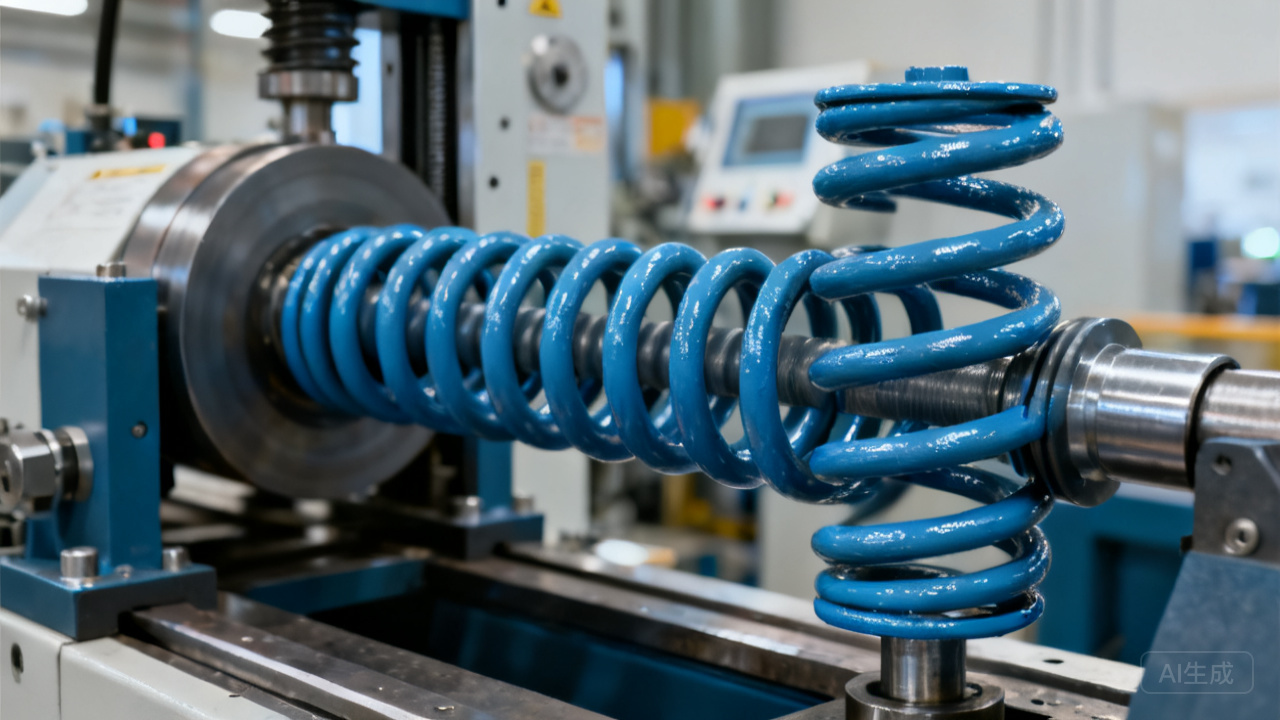
| 悬架弹簧 | 55CrSi/弹簧钢 | >10⁷循环疲劳/碎石冲击/盐雾 | 环氧粉末涂料(柔韧型) | 60-120 | 160-200°C/15-25min | 涂层脆裂→钢弹簧腐蚀→疲劳断裂 |
| 油箱(金属) | 镀锌钢板 | 汽油浸泡/内壁/醇类/外壁盐雾 | 内壁:耐汽油PU/氟碳 外壁:环氧+丙烯酸 | 内50-100/外80-150 | 80-140°C/20-30min(依PU/环氧型号) | 内壁:涂层溶胀/脱落→锈蚀→漏油 外壁:盐雾穿孔 |
| 散热器 | 铝3003/铜 | 导热/薄涂层/>100°C冷却液 | 水性丙烯酸(薄膜) | 15-30 | 120-150°C/15-20min | DFT>50μm→导热折损>10%超标 |
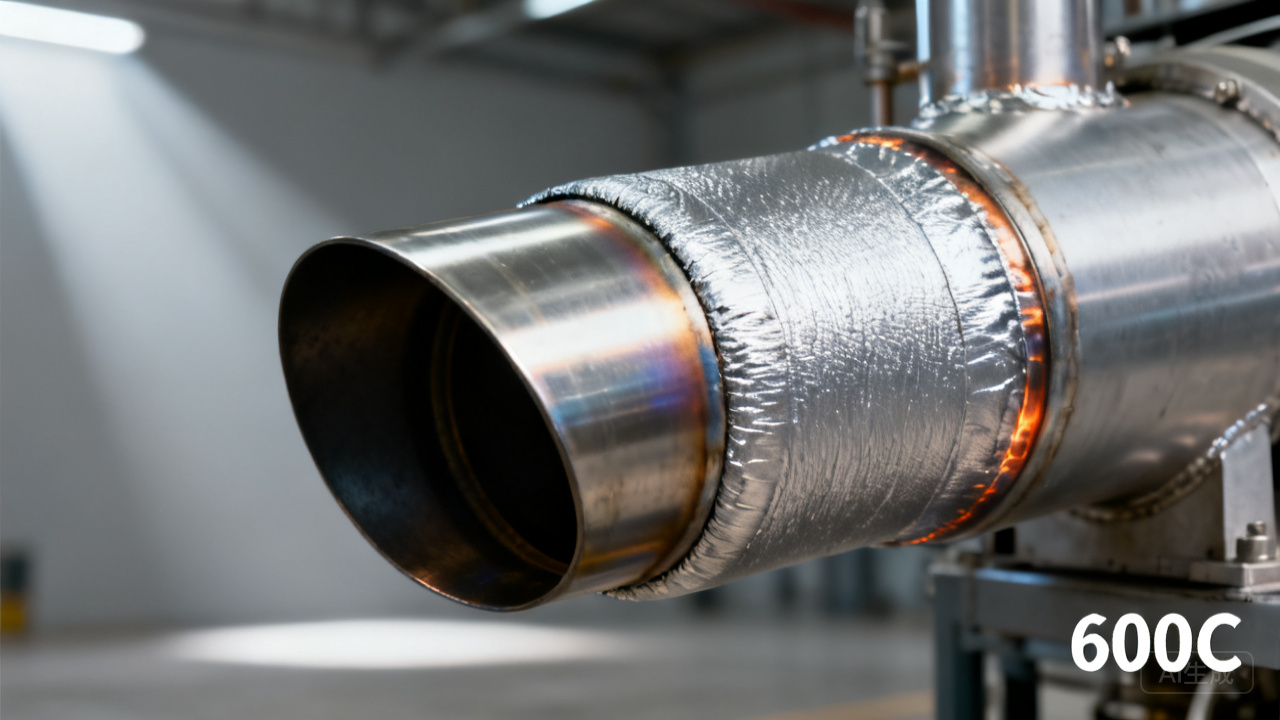
| 排气管 | 409/439不锈钢 | >600°C(近歧管)至<150°C(尾端) | 有机硅铝粉(>600°C区) | 30-80 | 200-250°C/30-60min | 涂层烧毁→不锈钢高温氧化→穿孔 |

FAQ
Q1:刹车盘涂料——为什么”不能影响摩擦系数”这是刹车盘涂料的设计红线?
刹车盘的工作——靠”刹车片(半金属——含钢纤维+石墨)+刹车盘(铸铁——对磨材料——摩擦系数μ≈0.35-0.45——稳定)——制动——将动能转化为热。涂层在刹车盘的非摩擦面(盘帽——盘边缘)和通风槽——目的——防腐——不涂摩擦面(制动面——将很快磨穿——涂层白涂——且可能融入刹车片——改变了片/盘之间的μ——导致”制动失效”
——这是致命的)。对盘帽和通风槽——涂层不能因热降解产生”挥发分”这些挥发分凝结在摩擦面上——降低μ”刹车片打滑”
——刹车失灵。刹车盘涂料”耐热不降解+对制动摩擦面无污染——挥发性<1%(>500°C/热重分析——60min——残留>80%)——这是刹车盘涂料的’本质安全’要求”。
Q2:弹簧涂料”柔韧性”(伸长%)为什么比耐盐雾更重要——弹簧的疲劳断裂机制?
悬架弹簧(螺旋——高度>300mm——弹簧钢——硬度>HRC 45)——工作压缩/回弹——>10⁷循环
——弹簧钢不是因”材料强度不够”而断——而是因“腐蚀疲劳”盐雾/雨水——弹簧钢表面形成”腐蚀坑”在反复应力作用下——腐蚀坑底部的应力集中——微裂纹萌生——在疲劳循环中扩展——最终脆性断裂
——这就是”腐蚀疲劳——弹簧的#1失效模式”。涂层的作用“阻止腐蚀坑形成”需要涂层不仅耐盐雾(>1000h——附着力——不剥离)——且柔韧性(伸长>10%)远高于弹簧钢(伸长<2%)——当弹簧形变(压缩时表面应变>1-3%——涂层必须能跟着钢伸缩——不”脆裂”如果涂层伸长<5%——在弹簧弯曲处——涂层脆裂——盐雾直入裂缝——腐蚀坑形成——弹簧断裂——涂层反而"促成"了断裂)——因此弹簧涂料的"柔韧性=寿命"。
Q3:油箱的内壁涂层”耐汽油”与”耐醇”的双重挑战?
全球汽油——E10(>10%乙醇/世界大部分国家——中国2020年起E10)和E85(巴西/美国Flex Fuel——>85%乙醇)——乙醇——(1)极性——水的携带者——油箱底部——水-醇相分离——涂层浸泡在水/醇中水的渗透和溶胀——涂层起泡/软化
;(2)乙醇的溶剂(δ≈26——与许多聚合物的δ接近——涂层可能溶胀)。溶剂型PU——耐汽油(δ≈15——溶解度不匹配——不溶胀)——但对E10/醇水——PU中的-NH-COO-(氨基甲酸酯键——对醇/水——氢键作用强——可能溶胀)——需要在PU中引入氟碳链段或脂肪族异氰酸酯(HDI——疏水——阻水——醇的渗入)
——这是油箱内壁涂料——技术要求最高的领域之一(同时耐纯汽油+醇汽油+水——浸泡>1000h脱脂三层要求——同时满足
)。
Q4:散热器涂层”涂层的导热率折损”如何计算?
散热器(铝——导热率K≈200W/m·K)——涂层(环氧/丙烯酸——K≈0.2-0.5W/m·K——是铝的千分之一)——散热器总的”热阻”(R)=R铝+R涂层①+R涂层②(两侧)——R铝≈δ铝/K铝——R涂层≈δ涂层/K涂层——总散热当涂层DFT>50μm”涂层热阻”占总热阻的>10%(即散热量比无涂层下降>10%)
——发动机冷却液温度上升>5°C——在极热/堵车——发动机过热红灯——故障。最优——DFT<30μm且K>0.5——电泳漆(水性——K≈0.3-0.5)——DFT 15-25μm——导热折损<3-5%——是散热器涂料的优选方案"宁可防腐性稍弱——不可导热折损——因为发动机过热是致命故障"。
Q5:排气管的”温度梯度”为什么一根排气管需要>2-3种不同涂料?
排气管从排气歧管(近发动机——>800°C)——催化器(>600°C)——消声器(>300°C)——尾管(<150°C)——温差>650°C
——一种涂料无法覆盖全部温区——(1)歧管——>800°C——仅无机陶瓷(硅溶胶/磷酸铝——零有机——耐>1000°C”全无机”);(2)消声器和中段——>300-600°C——有机硅+铝粉(>500μm——铝粉>CTE补偿+抗氧化”有机→无机转化”);(3)尾管——<150°C——常规的环氧/丙烯酸+铝粉——耐腐蚀+外观(可见尾管——双排——消费者可见——需美观——镀铬效果)。一根排气管——三种涂料/三种固化程序——零部件制造的两大涂料供应商——布局"低温区100°C——高温区>600°C——完整的产品线”。”排气管涂料是——沿着温度梯度——逐段选涂料——热管理系统工程”。
Q6:零部件的前处理——为什么刹车盘用”抛丸”而弹簧用”磷化”?
刹车盘(铸铁)抛丸(钢丸>0.5mm——压缩至>60m/s——喷射——去除表面氧化皮+锈——达到Sa 2.5/清洁度——粗糙度Rz>50μm——涂层附着力高)
“机械前处理”适合铸铁(灰铸铁——耐高温——<200°C——不会因抛丸变形)。弹簧钢磷化(锌系——Zn₃(PO₄)₂·4H₂O——磷化层>2-5g/m²)
——化学前处理——(1)磷化层提高弹簧钢的涂层附着力(微观粗糙——机械锚固)
且磷化层本身有一定防锈力(短期——防车间存放生锈);(2)抛丸会在弹簧表面产生压应力(残余压应力)
——弹簧的疲劳寿命——表面压应力有益——但抛丸在弹簧弯曲内径(压缩面——应力最大——抛丸”冷作硬化”可能产生微裂纹——反而降低疲劳寿命)
——弹簧——磷化”无机械损伤的化学前处理”。
Q7:粉末涂料在零部件涂装中的突出优势”零VOC”已是次要”高单位厚度一次固化”才是核心?
粉末涂料——(1)一次喷涂60-120μm——一次固化成型
——液体涂料(溶剂/水性——DFT>60——需要2-3道——每道流平/闪干/固化”工艺时间是粉末的>3倍”);(2)粉末的预处理仅前处理(磷化/硅烷——无需底漆——因为厚膜——本身就是”底+面合一”)——而液体”前处理+底漆+面漆+面漆加固”
——粉末一道涂层=省去底漆+面漆——工艺时间<60min——而液体>4h。
汽车零部件(弹簧/刹车盘——>几百万/年——工艺效率”节拍”是核心竞争力——粉末涂料的——一次喷涂——<120s节拍——固化时间<25min——是零部件涂装">>最经济工艺”
。
Q8:电泳涂装在零部件(散热器)中的不可替代性”全表面覆盖”的优势?
散热器(>100根扁平管——内部——壁厚<0.3mm——内部冷却液通道——复杂——无法喷涂(喷枪无法进入内部)——液体喷涂无法覆盖内部——但内部也有腐蚀(冷却液——水/乙二醇——点蚀——穿孔——漏液)。电泳漆浸入电泳槽——直流电场下——漆粒子”无处不在”包括内部管道——>95%的覆盖
——DFT——内壁15-20μm——外壁20-25μm”全表面无死角”这是电泳漆在散热器的不可替代性。电泳的局限不能耐高温(>200°C即降解)——散热器温度<120°C——恰好适用
。
Q9:刹车盘的”热循环测试”模拟真实制动的涂层试验?
刹车盘的涂层——在实验台上制动循环——0→100km/h→急停(刹车片摩擦——表面温度>500°C)——冷却至室温——重复>100次——涂层不得(1)脱落(热膨胀——CTE钢≈12×10⁻⁶/°C——涂层CTE≈30-50——每次循环——>100°C的温差——界面产生切应力——>100次——涂层不剥落”附着力+CTE匹配”要求高
;(2)不得产生挥发分(>热重分析——在>500°C/60min——重量损失<1%)——称重——无热降解
;(3)不得出现裂纹(热循环>100次——涂层不裂——柔韧)——这是刹车盘涂层”耐热循环——比纯耐盐雾更关键的性能指标”。
Q10:零部件涂装的”固化炉”为什么红外(IR)正在替代传统热风?
零部件——形状复杂——传统热风“对流”热量从空气到零件表面——再到零件内部——热传导慢(>10-15min升至目标温度)
——能耗大。红外固化(IR——短波×1-5μm——中波/长波)——(1)红外辐射直接穿透涂层——被基材(钢/铸铁/铝)吸收——基材升温——基材将热传导至涂层”内→外”固化加速——是热风的>3倍
——升温时间从10min降至<3min——固化炉长度可缩短>60%;(2)IR对粉末涂料尤其高效——粉末粒子对红外——吸收好——基材的金属——反射红外(>50%——被粉末吸收”内→外”粉末粒子先熔融——再扩散——与热风的”外→内”相反——粉末的流平——IR中较慢——需要合理设计”红外+热风混合””红外——快速升温——热风——恒温——流平”。IR——零部件固化”热风——传统——可靠——但慢且耗能——红外——高效——投资较高(<100万元/台)——但3年即可从能耗中赚回"。
相关阅读
总结
汽车零部件涂装(刹车盘/弹簧/油箱/散热器/排气管——五大零部件——五种定制涂装方案——以”不损害零部件的核心功能”(制动/弹性/密封/导热/耐温)”为涂装的红线——在前处理(抛丸/磷化/硅烷/电泳——随零部件材料和工作温度而定)、粉末或液体涂料的选型(需满足—柔韧/耐热/导热/耐汽油——等矛盾性能)和固化(红外+热风——节能——零VOC)上需要高度差异化和专业定制。客信新材料为各汽车零部件制造商提供“零部件专用涂料+工艺参数+合格试验”
——一站式涂装解决方案。