“喷几道”不是凭感觉,而是凭干Film Thickness度(DFT,Dry Film Thickness)。太薄Rust-Proof/遮盖不足,太厚则开裂、流挂、Adhesion下降。Film Thickness是Coating ApplicationQuality的”尺子”。本文给出各层推荐区间与失控后果。
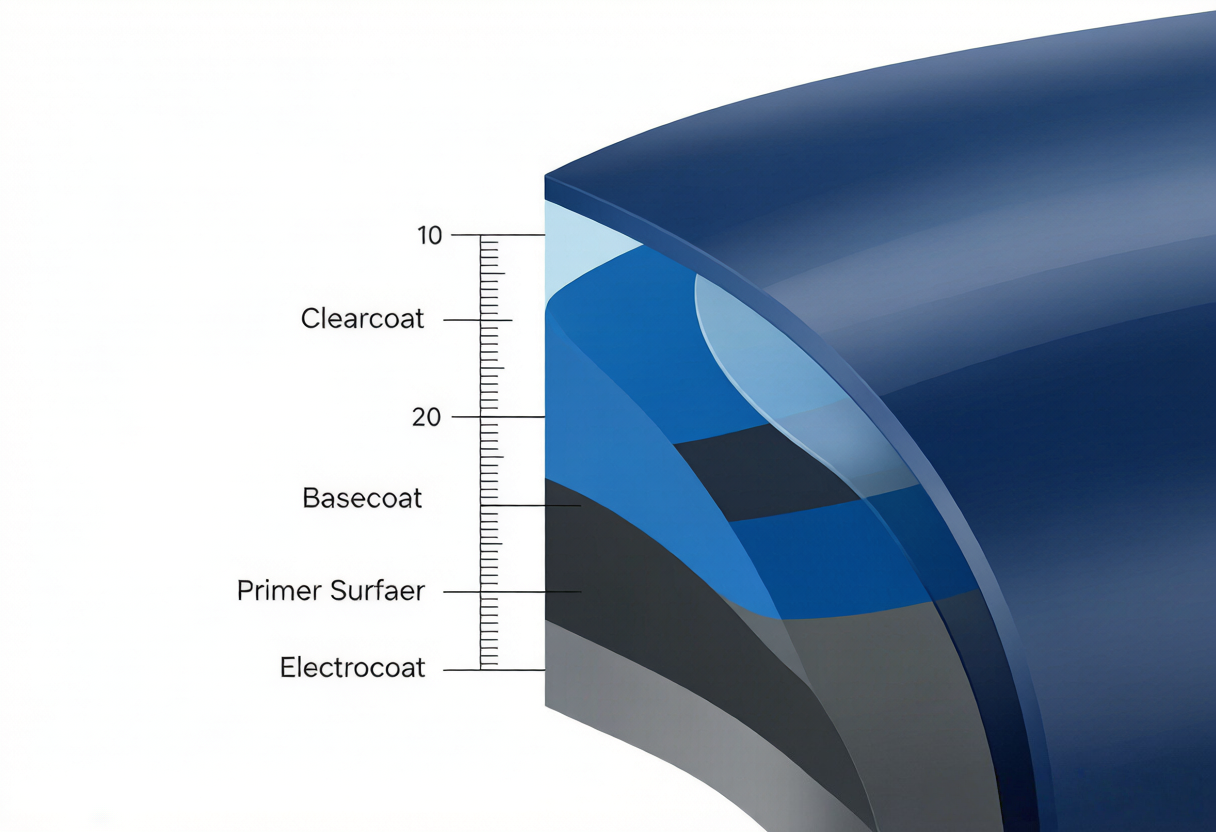
一句话概括:用 DFT 说话:电泳 15–30μm、中涂 30–50μm、色漆 15–25μm、Clearcoat 40–60μm(依System浮动),过薄过厚都出漆病。
一、为什么要控Film Thickness
每层都有功能Thickness窗口:底Coating要够厚才Rust-Proof,色漆要够厚才遮盖,Clearcoat要够厚才Weather-Resistant。Film Thickness失控会Direct引发漆病。
二、各层推奨フィルム厚さ(参考)
| Coating | 推荐 DFT(μm) | 太薄 | 太厚 |
|---|---|---|---|
| 电泳 | 15–30 | Rust-Proof不足 | 脆化、浪费 |
| 中涂 | 30–50 | 填平差 | 开裂风险 |
| 色漆 | 15–25 | 遮盖差、Color Difference | 流挂 |
| Clearcoat | 40–60 | 易失光、不耐久 | 流挂、橘皮 |
注:以上为常见参考区间,实际以涂料 TDS 为准,不同System差异较大。

三、怎么测Film Thickness
- Wet Film规:Spraying中测Wet Film,反推Dry Film,实时调整。
- 磁性/涡流测厚仪:strong>Curing后测Dry Film(DFT),Metal件用磁性、铝件用涡流。
- 多点取平均:同一面板取多点,避免局部过薄。

Application要点:Film Thickness靠道数+走枪Parameters累积,不是一次厚喷;每道之间用Wet Film规校核,Curing后抽测 DFT,建立”Spraying—测量—修正”闭环。
总结
Film Thickness控制是Coating ApplicationQuality的量化手段:各层有推荐 DFT 窗口,太薄导致Rust-Proof/遮盖不足与Color Difference,太厚引发流挂、橘皮、开裂。通过Wet Film规实时校核 + 测厚仪Dry Film抽测,形成闭环,才能稳定落在Process/Craft窗口内。
FAQ FAQ
Clearcoat是不是越厚越亮越耐用?
不是。Clearcoat过厚易流挂、橘皮,甚至开裂;在推荐窗口(常见 40–60μm)内才能GuaranteesGloss与耐久。以涂料 TDS 为准,宁匀勿厚。
Film Thickness不足最怕什么?
色漆太薄会遮盖差、出现Color Difference;Clearcoat太薄易失光、不Weather-Resistant;电泳太薄Rust-Proof不足。底层不足往往后期才暴露,返工料金高。
Wet Film和Dry Film怎么换算?
Dry Film≈Wet Film×体积固含。先用Wet Film规测Wet Film即时调整道数,再用测厚仪测Dry Film核验,两者配合最可靠。
铝件和钢件测厚仪一样吗?
不一样。钢/铁等磁性基体用磁性测厚仪;铝等有色Metal用涡流测厚仪。选错原理测不准,应按Substrate选择。
一次厚喷能不能代替多道?
不能。一次厚喷极易流挂、溶剂 trapped 致橘皮/针孔,且流平差。应分多道薄喷、每道留闪干,用道数累积到目标Film Thickness。
KeXin New Material · AutomotiveCoating Application技术文库 | 本文为技术解答型内容,供选型与Application参考