引言:涂装车间的”气味”背后是每年数百万吨的VOC排放
走进涂装车间——刺鼻的溶剂味道——这是VOC(挥发性有机物)——甲苯、二甲苯、丁醇、醋酸丁酯、丙酮——它们不仅污染大气(形成光化学烟雾和PM2.5前驱体)——更是宝贵的化工资源(一吨混合溶剂价值5000-8000元)。中国涂装行业VOC年排放量>200万吨——相当于每年烧掉>100亿元的溶剂资源。VOC治理不应只是”销毁”而应该是”回收+回用”的循环经济模式。涂装车间VOC治理的特殊难点在于——大风量(喷漆室排风>10万m3/h)——低浓度(VOC 50-500mg/m3)——如果直接焚烧——能耗巨大——没有经济性。因此”浓缩+燃烧”或”吸附+回收”的组合工艺是工业标准路径。

涂装车间VOC治理是以物理(吸附/冷凝)和化学(氧化焚烧)方法——结合浓缩(沸石转轮/活性炭——将低浓度VOC浓缩10-15倍)和回收(溶剂蒸馏精馏——纯度>98%回用)的组合工艺——将涂装生产过程中排放的甲苯/二甲苯/酯类/酮类等挥发性有机物——去除至符合国家排放标准(GB 37822-2019——NMHC<60mg/m3日均——非甲烷总烃去除率>80%)——同时最大化回收有价值的溶剂资源——实现”达标排放+资源回用”双重目标的环保工程体系。
一、四大VOC治理技术全景对比
| 技术 | 原理 | 适用浓度(mg/m3) | 去除率(%) | 投资(万元) | 运行成本(元/万m3) | 回收溶剂 | 缺点 |
|---|---|---|---|---|---|---|---|
| 活性炭吸附+脱附+冷凝 | 物理吸附→蒸汽脱附→冷凝→分液回收 | 50-500 | 90-98 | 50-200 | 5-15 | 可回收(纯度>95%——混合溶剂) | 活性炭寿命<2年——混合溶剂分离困难 |
| 沸石转轮+RTO | 沸石吸附浓缩→>760°C热氧化→CO2+H2O | 50-500(浓缩后>1000) | >99 | 200-800 | 3-8(余热回收抵消大部能耗) | 不可回收(已氧化) | 设备复杂——占地大——启动需天然气辅助 |
| 冷凝法(深冷) | 降温至-70至-120°C→VOC液化分离 | >1000(高浓度) | 70-95 | 100-500 | 20-50(液氮/电耗高) | 可回收(高纯——单组分最优) | 仅适合高浓度/高价值溶剂——能耗大 |
| 生物法(生物滤池) | 微生物降解VOC→CO2+H2O+生物质 | <200(低浓度——水溶性VOC) | 70-95 | 20-80 | 1-3(极低) | 不可回收 | 仅适合低浓度/水溶性——不适合酮/芳烃 |
FAQ
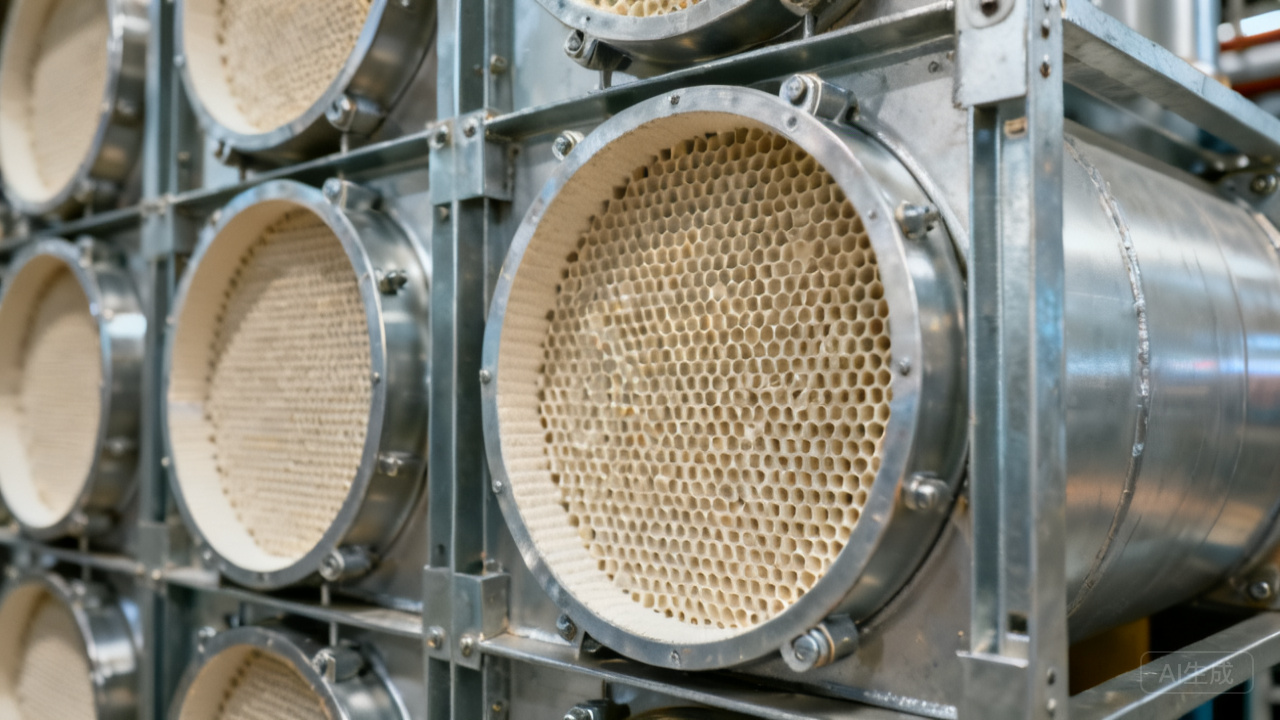
Q1:沸石转轮+RTO——为什么成为汽车涂装线VOC治理的”标配”?汽车涂装线的VOC特点是——大风量(>100000m3/h——含喷漆室+流平+烘烤废气)——低浓度(VOC 50-300mg/m3)——直接进RTO焚烧的天然气消耗巨大(50-100m3/h天然气——年运行费>200万元)——没有经济性。沸石转轮(疏水沸石——吸附性能不受水汽影响——可在>200°C脱附——比活性炭更适合涂装废气)将低浓度VOC浓缩10-15倍——浓缩后的”小风量(5000-10000m3/h)——高浓度(1000-3000mg/m3)”送入RTO——在760-850°C高温下——VOC被氧化为CO2+H2O——去除率>99%。RTO的蜂窝陶瓷蓄热体回收燃烧热——热回收效率>95%——浓缩后的小风量只需很少的天然气就能维持燃烧——运行成本大幅下降。”沸石浓缩→RTO——解决了涂装VOC大风量低浓度的根本矛盾——是目前最成熟最经济的组合方案”。
Q2:活性炭吸附回收——为什么理论回收率>90%——实际只有50-70%?活性炭吸附回收的四个步骤中每一步都有损耗:(1)吸附——部分VOC在活性炭床层中因竞争吸附被水汽挤出——提前穿透;(2)蒸汽脱附——120-140°C蒸汽将VOC从炭中冲出来——但部分高沸点VOC(如丁基卡必醇——沸点>230°C)在120°C蒸汽下脱附不完全——残留在炭中——炭的吸附容量逐次衰减;(3)冷凝——VOC+水蒸气混合气体冷却——有机相和水相分离——但水溶性溶剂(如丁醇/丙酮)会部分溶解在水中——进入废水——回收损失;(4)分离——回收的是混合溶剂——各组分比例与原始配方不同——不能直接回用于涂料生产——只能用作设备清洗溶剂(价值减半)。实际回收率取决于VOC的单一性——单组分溶剂回收率>90%——混合溶剂回收率仅50-70%。
Q3:RTO的蓄热陶瓷——为什么每半年到一年需要更换?RTO的蜂窝陶瓷蓄热体在760-850°C高温下承受剧烈的热循环(每1-2分钟切换一次气流方向——温差>200°C)。日积月累——(1)热应力导致陶瓷开裂——碎片堵塞气流通道——床层压降从<1000Pa上升至>3000Pa——风机能耗剧增;(2)VOC中含有的微量硅/磷/金属元素高温下在陶瓷表面形成玻璃状熔融物——堵塞微孔——换热效率从>95%降至<85%;(3)不完全燃烧产生的焦油在陶瓷表面积碳——进一步恶化换热。更换周期取决于VOC的清洁度——若涂装VOC中含有高沸点树脂雾或硅酮类流平剂——陶瓷寿命可能<6个月。RTO运维的核心是前端过滤——在VOC进入RTO前——必须经过高效干式过滤(>F7级——去除漆雾和颗粒)——保护蓄热陶瓷。
Q4:溶剂回收的经济性——什么情况下”回收比焚烧更赚钱”?溶剂回收的经济性取决于三个因素:溶剂价值×回收率×回收纯度-回收成本。单组分高价值溶剂(如NMP/N-甲基吡咯烷酮——>20000元/吨——电子工业)——回收价值远大于回收成本”不回收=烧钱”。混合低价值溶剂(如二甲苯/丁醇混合——>6000-8000元/吨)——回收后无法直接回用——只能作为清洗溶剂(价值减半)——经济性勉强打平或略亏。涂装工厂如果使用单一清洗溶剂(如只用二甲苯清洗)——回收后直接回用到清洗工序——闭环循环——经济性最优”单一溶剂=可回收——混合溶剂=难回收——这是——溶剂回收——的——第一性原理”。

相关阅读
总结
涂装车间VOC治理的四大技术路径——活性炭吸附回收(物理——可回收溶剂——适合单一溶剂体系)、沸石转轮+RTO(化学氧化——>99%去除——汽车线标配——不可回收)、深冷冷凝(高价值/高浓度——运行成本高)和生物法(低浓度/低成本——不适合涂装)——各有适用场景和经济边界。沸石浓缩+RTO解决了”大风量低浓度”的本质矛盾——是目前最成熟经济的方案。客信新材料为客户提供涂装车间VOC治理的工艺设计、设备选型和溶剂回收方案”废气不是废物——是放错位置的溶剂资源”。